

联系人:李先生
手 机:138 2579 7925
电 话:0769-21663731
传 真:0769-85607671
Q Q:799923983
网 址:www.sinjetchina.com
邮 箱:sinjetchina@163.com
办公地址:东莞市大岭山镇拥军路136号3栋
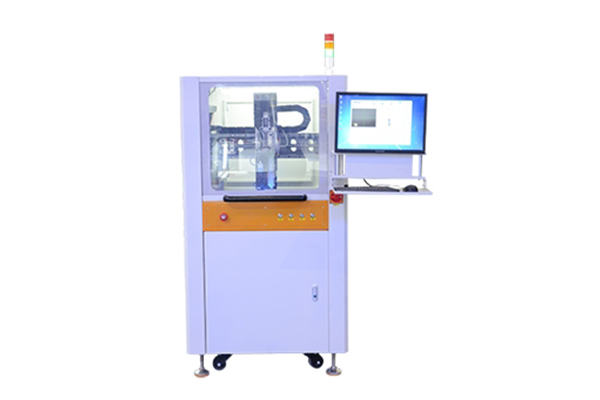
回吸式点胶机制造商在太阳能边框点胶会运用到以下的配件:高压点胶阀、点胶操控器、气压操控装置和针头,这些都是能直接影响到胶量调理的要素,可根据需求调理胶量巨细而操控每个配件,例如:点胶针头标准是有非常多种,假如第一次运用的针头标准过大,可针对太阳能边框点胶宽度挑选标准,直接把胶量调理到相差不多的宽度,然后运用点胶操控器再做精密调理,这便是河源点胶机胶量调理的办法。

在一些特定的封装境遇以及封装条件下,河源点胶机需经过举高境遇、胶体温度来配合封装进程。因为举高胶体的温度在必定的大限制下,下降脉冲所导致的温度改变,流体的一致性得以取得确保。其它一些需求经过下降胶体粘度来全部封装,对胶体粘度的操作以及调停也是大水准减削自动点胶机在封装进程中经常会呈现的拉丝拖尾的频率,流体在专业生产点胶机、灌胶机封装进程中的点胶界限、点滴速率以及粘度巨细都对全部封装产品品质感染长远,对胶体的操作工艺、技巧有待进一步增强。
点胶机制造商胶量调理是能进步点胶质量的,条件是需求了解到怎么才能够调整胶量巨细,小编以太阳能边框点胶为例子,跟您说明一下怎么进行胶量调理, 双气孔点胶操控器:针对机器类型,做胶量调整,还有针对专业生产点胶机类型的特色,会有一些其它的胶量调理方法,比方回吸式点胶机,假如采用回吸式点胶阀,在停止点胶之后,会有一个回吸胶水动作,这也是胶量调理方法,能保持胶水不会呈现漏滴,针对粘度低的胶水,会有比较好的涂胶效果!

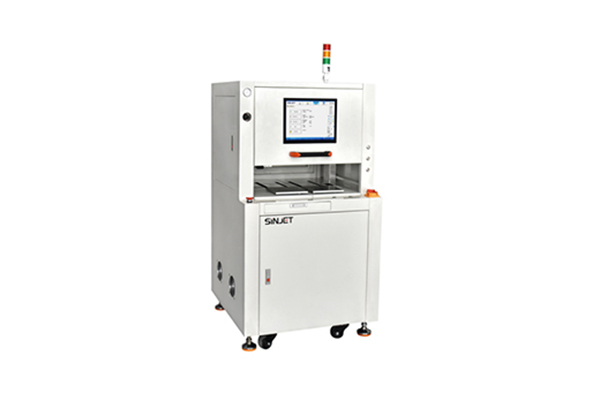
专业生产点胶机出胶的大小不同呈现不一致的时分,一般来说都是由于储存流体的压力筒或许是空气的压力不稳定才发生的。进气压力调压表应设定于比厂内最低压力低10至15psi,压力筒运用的压力应介于调压表中心以上的压力, 应防止运用压力介于压力表之中低压力部分。胶阀控制压力应至少60psi以上以保证出胶稳定。最后应检查出胶时刻.若小于15/1000秒会形成出胶不稳。出胶时刻才会越来越稳定。盛杰主要产品有在线式全自动高速点胶机、点胶机制造商机、超窄边框点胶机、胶路检测机等
联系人:李先生
手 机:138 2579 7925
电 话:0769-21663731
邮 箱:sinjetchina@163.com
办公地址:广东省东莞市大岭山镇拥军路136号3栋
公众号 |
手机站 |


